Infos zu dieser Page
Kontakt
Datenschutzerklärung
Impressum
|
|
Seite 1, MH500M
, Gehäuse
, Geometrie
, Lackierung
Maho MH 500M von 1988
Zusammen mit der MH 700 C bekam ich die MH 500 M. Sehr gut gefiel mir daran, dass diese aussah, wie eine verkleinerte Deckel FP4 mit massiven Führungsbahnen an der "Y-Achse", die bei Maho die vertikale Achse ist. Die MH500M (500/380/355mm) entspricht in etwa der Deckel FP3 (500/400/300). Leider hat die 500M nur eine mechanische Werkzeugspannung per M16 Schraube, aber die SK40 Werkzeuge mit Ott Ringnut der Deckel und MH400 passten auch hier. Ausgemustert wurde sie wegen dem ausgefallenen Vorschubmotor. Dessen Sicherung wurde ständig ausgelöst. Nach der Grundreinigung, die in dem Fall sehr schnell von Statten ging, weil die Maschine ständig und gut gewartet wurde, kam die Analyse der elektrischen Probleme:
erst mal eine falsche Schmelzsicherung im 24V Netzteil, so dass die Achskupplungen im Vorschub nicht aktiviert werden konnten. Oh Wunder, mit der korrekten Sicherung ist dauerhafter Betrieb ohne Probleme möglich... Also immer genau schauen und doppelt kontrollieren.
dann fiel auch der Automat des Vorschubmotors. Schnell erkannte ich, dass die Bremse des Vorschubmotors nicht korrekt eingestellt war. Es war kein Luftspalt mehr vorhanden, weshalb sie nicht lüften konnte. Das Nachstellen ergab gelegentliches Funktionieren, nach Pausen hing der Motor fest. Also zerlegen und siehe da: wer gut schmiert, der schlecht fährt! Jemand hatte Öl in die Bremse gesprüht, weshalb über Adhäsion selbst mit demontierte Druckscheibe der Bremse der Motor nicht zu bewegen war. Also mit Bremsenreiniger alles trocken gelegt...
Abschließend habe ich festgestellt,dass der Motor einen Isolationsschaden hatte. Aus dem Grund wird die komplette mechanische Vorschubansteuerung durch einen modernen Servomotor mit einem festen Riemenantrieb, wie bei den alten MH's ersetzt.
Die X Spindel ist bei dieser Maschine eine Trapezspindel. Nachdem ich da in der Mitte viel Spiel gemessen hatte, wurde die Einheit demontiert, gereinigt und überprüft. Wie sich herausstellte, war das Axiallager am Handrad falsch eingestellt. Hierfür musste ich ein Werkzeug zum Einstellen bauen und für die Wellenmutter neue Madenschrauben besorgen, um diese zu fixieren.
Vorschubumbau
 Etwas recherchiert, da das eine manuelle Maschine bleibt, verwende ich zwar einen Servomotor, aber keinen Hochwertigen. Da die Dynamik und Platzierungspräzission keine große Rolle spielt, kann ich in das tiefe Regal der billigen China Servos greifen. Viele Bastler probieren dank günstiger Preise und verkaufen die gebraucht, aber nie eingebaut. Ich habe mit einem kompetenten Bastler Erfahrungen ausgetauscht und den Antrieb zum aktuellen Preis bekommen. Etwas recherchiert, da das eine manuelle Maschine bleibt, verwende ich zwar einen Servomotor, aber keinen Hochwertigen. Da die Dynamik und Platzierungspräzission keine große Rolle spielt, kann ich in das tiefe Regal der billigen China Servos greifen. Viele Bastler probieren dank günstiger Preise und verkaufen die gebraucht, aber nie eingebaut. Ich habe mit einem kompetenten Bastler Erfahrungen ausgetauscht und den Antrieb zum aktuellen Preis bekommen.
Hier seine Tipps: für CNC Umbauten taugen die billigen Servos nicht, es ist keine Software zum Abgleichen vorhanden und ohne Doku ist die für die Präzission eines CNC Antriebes nötige Optimierung kaum möglich. Vor allem nicht auf einer stabilen Maho oder Deckel als Basis :-).
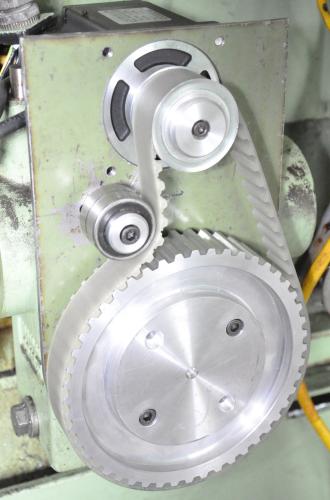
Bei dem unterstützenden manuellen Vorschub aber egal, da hat der vielseitig programmierbare Servo (unten der Antrieb mit PE Riemen) aber Vorteile gegenüber einem geschalteten Asynchronmotor.
Das Variogetriebe (siehe Bild, laut, viel Reibung...) und das Schneckenradgetriebe fliegt raus und adaptiere darauf einen Zahnriemenantrieb. Der 750W AC Servomotor wird ähnlich seiner frühen 80'er Schwestern mit einer Untersetzung verstärkt. Am Bedienpult wird die komplette Betätigung geändert, vom Layout, wie bei den DECKEL Dialog Bedienpulten.
 Was ich bei den China Antrieben sagen kann und warum diese keine Chance im professionellen Replacementmarkt haben, die unterirdisch schlechte Dokumentation und nicht praxistaugliche Unterstützung, sowie kein vorhandener Support. Das sind reine Bastelantriebe, die nur Leute mit viel Erfahrung optimiert werden können. Was ich bei den China Antrieben sagen kann und warum diese keine Chance im professionellen Replacementmarkt haben, die unterirdisch schlechte Dokumentation und nicht praxistaugliche Unterstützung, sowie kein vorhandener Support. Das sind reine Bastelantriebe, die nur Leute mit viel Erfahrung optimiert werden können.
Anfänger im Bereich Antriebstechnik oder Servotechnik werden hier Schiffbruch erleiden. Der Vorteil bei meinem Einsatz ist aber die stoßfreie Beschleunigung und die am Bedienpult einstellbare Geschwindigkeit. Natürlich kann das auch mit einem Markenantrieb gemacht werden. Letztendlich habe ich mich aber für diesen entschieden, da ich z.B. bei der Firma Kollmorgen mehrmals vergeblich nach dem Antrieb anftragen musste. Ich hatte vor Jahren Kontakt zu einem erfahrenen Vertriebs/Support Mitarbeiter, der die Firma aber schon verlassen hat. Seitdem kommt keine qualifizierte Rückmeldung oder Angebote mehr. Bei Bedarf werde ich mich da eher an Hitachi oder Yaskawa wenden, wenn es nach fernost geht. Bei Hitachi arbeite ich mit einem deutschen Support beruflich viel zusammen.
Handkurbel
Diese Sicherheitshandräder nerven mich total, vor allem bei der "Y" Achse. Dort ist bei der MH500M zwar ein 200'er eingebaut (der Rest 140mm), aber mit dem Ziehen und Drehen zur gleichen Zeit ratscht es immer mal wieder. So wirklich satt ist das Arbeiten damit aber nicht, eher verkrampft. Ich habe noch die Deckel FP4NC, dort zieht man das Handrad, das rastet ein, ein Schalter öffnet die Bremse und der Antrieb wird elektrisch deaktiviert. Dann bleibt das Handrad in der Stellung und es kann feinfühlig manuell gearbeitet werden. Der Kupplungsmechanismus kostet allerdings ein bisschen Geld. Das mache ich bei der Maho aber nicht, sondern da ich keinen Gewerbebetrieb mit Angestellten habe, wird das Kupplungshandrad durch ein feststehendes Speichenrad ersetzt. Damit ist das Arbeiten komplett anders und richtig angenehm. Beider Gelegenheit baue ich das Messystem um, so dass die Vertikale Achse die Z Achse ist. Dann wird noch das Z-Handrad durch ein 250mm ersetzt.
Spndelantrieb
Nachdem der Vorschub ohne Klacken weich einsetzt, stört nun das Gequietsche des Spindelvario-Getriebes und das harte Anschalten. Dazu kam noch, dass doch bei niedriger Drehzahl immer wieder Schlupf feststellbar war und die Spindel beim Schruppen stehenblieb. Nach der Demontage des Antrieb-Varios sah ich auch den Grund für übermäßige Lautstärke: die Kontermutter für die Lagervorspannung der kurzen Antriebswelle am Getriebeeingang war locker und die ganze Welle wackelte. Dabei stützte sich die Welle am inneren Nadellager ab, das eigentlich die lange Antriebswelle stützen sollte und ist eingelaufen. Also Vorsicht beim Testen von Gebrauchtmaschinen. Mal die Riemenabdeckung abnehmen und da rumwackeln und offen laufen lassen und auf Taumeln überprüfen. Als Lösung wird auch die Drehzahlvorwahl und der Anlauf der Spindel mit einem Hitachi FU (WJ200-0030HF) umgesetzt. Dafür kommt der alte 110V KEB gebremste Motor raus und ein FU tauglicher 2 poliger Motor rein, der per Rippenriemen mit Untersetzung in das Getriebe treibt. Die Übersetzung beträgt 1,3:1, womit ich das Drehmoment etwas erhöhe. Der so vereinfachte Antrieb kann auch leichter überprüft werden.
Der Frequenzumrichter kommt mit dem Servoverstärker in den umgestalteten Schaltschrank. Am Maschinenständer baue ich die TTL Umsetzer für die Glasmaßstäbe ein, da langfristig die Anzeige durch LinuxCNC ersetzt wird.
Seite 1, MH500M
, Gehäuse
, Geometrie
, Lackierung
|


